3000 Electrode de tige de bâton de nickel, flux enduit, 50 à 70 ampères, allongement à 33%, polarité DCRP, extrêmement résistant à la corrosion, 3/32 "
(Paquet de
5)
SKU:CW1992 Article#: CW1992
Compatible avec Inconel, d'autres alliages à base de nickel, Monel® et des alliages différents.
Avantages supérieurs
Extrêmement résistant à la corrosion
Utilisation à haute température jusqu'à 2 000 ° F (1 093 ° C)
Utilisation à basse température jusqu'à 320 ° F (196 ° C)
Polyvalence maximale
Métaux différents se joignant
Résister aux températures de fonctionnement de 320 ° F à + 2 000 ° F (196 ° C à + 1 093 ° C).
Force de traction: 100 000 psielongations: 33% de polarité: DC inverse
Applications typiques
Fours et chaudières
Paniers de traitement thermique
Centrales électriques
Traitement chimique
Procédure d'utilisation Utiliser la polarité inverse DC avec des procédures de soudage de maintenance normales. La surface doit être aussi propre que possible. Tenez un arc court et une électrode d'inclinaison 10 ° dans le sens de la déplacement. Retirez les scories entre les passes. La préchauffage du métal de soudure n'est pas nécessaire à moins que le métal de base et / ou l'épaisseur ne l'exigent. Ne tissez pas plus de deux fois le diamètre du fil central.
Impossible de charger la disponibilité du service de retrait
Fréquemment achetés ensemble
777 Electrode de tige de bâton en acier inoxydable 1/8 "
$0.00
Impossible de charger la disponibilité du service de retrait

382 Electrode de tige de bâton en acier inoxydable 1/8 "
$0.00
Impossible de charger la disponibilité du service de retrait

E308L-16 Electrode de tige de bâton en acier inoxydable 1/8 "
$0.00
Impossible de charger la disponibilité du service de retrait

333 Électrode de tige de bâton en acier dissemblable 3/32 "
$0.00
Impossible de charger la disponibilité du service de retrait
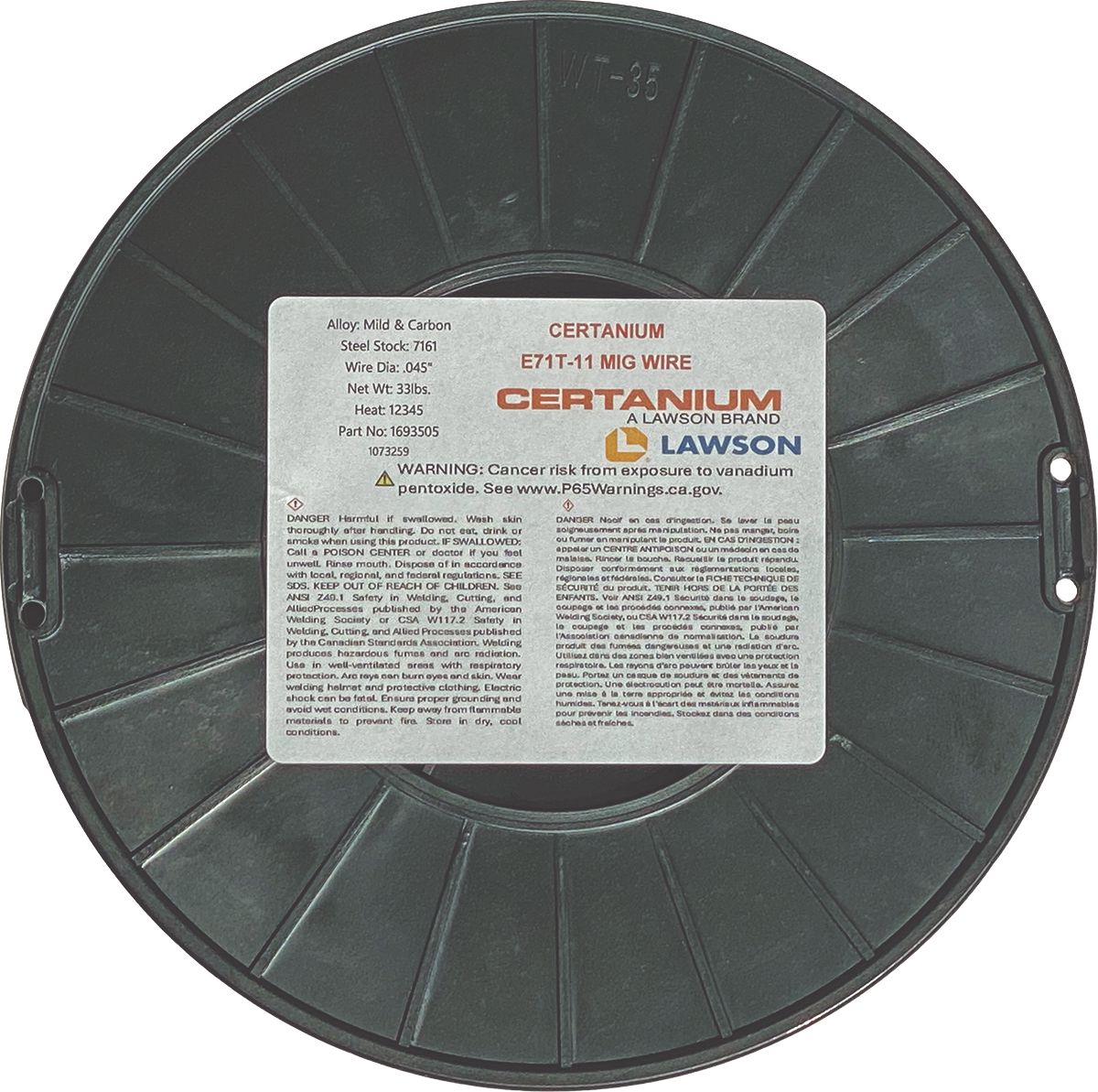
AWS E71T Carbon Steel Mig Flux Core Souding Fil .045 "
$0.00
Impossible de charger la disponibilité du service de retrait
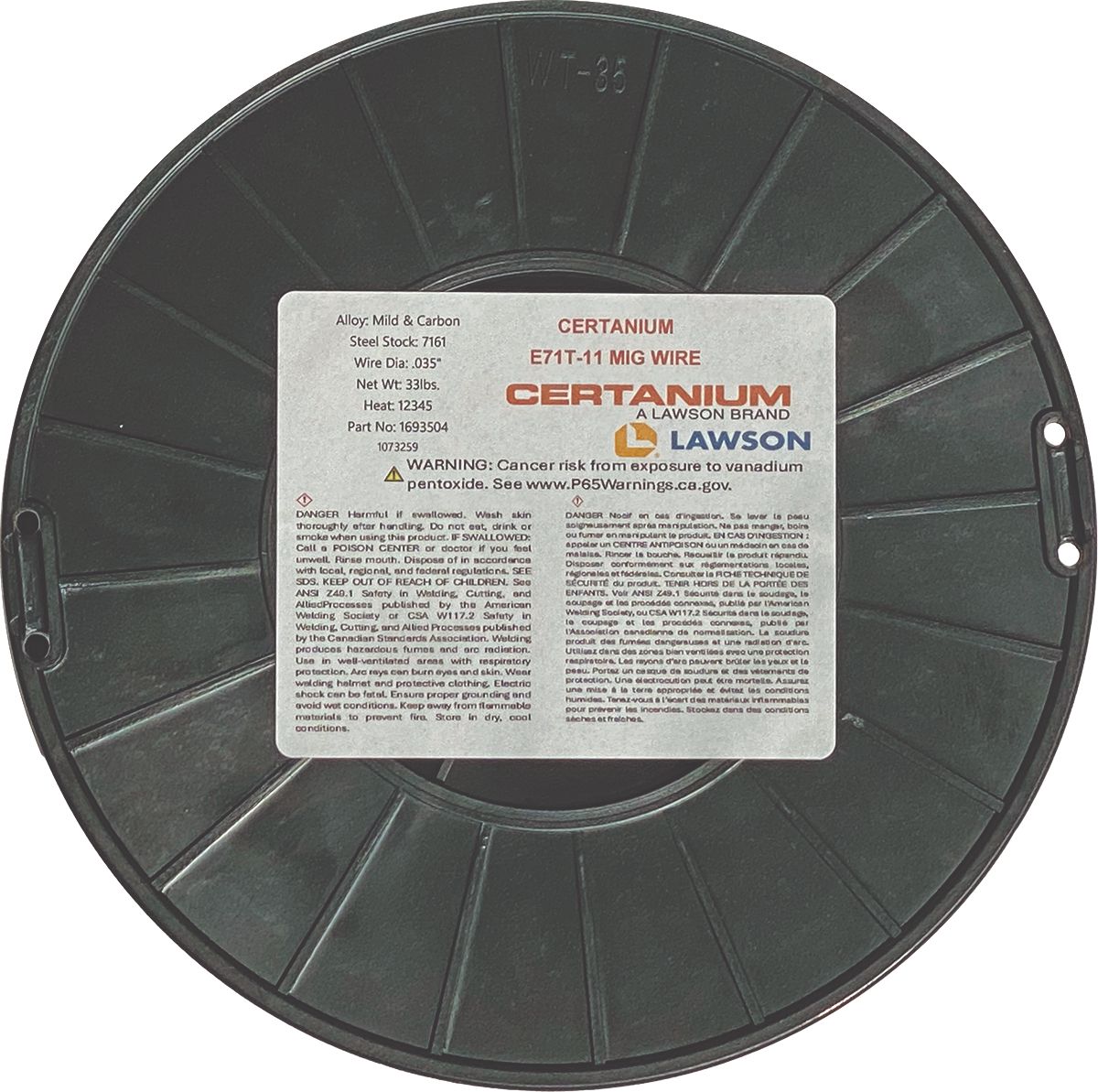
AWS E71T 11lb en acier carbone MIG Flux Core Souding Fil .035 "
$0.00
Impossible de charger la disponibilité du service de retrait
Fil de soudage Eagle Arc 980X - 11lbs
$0.00
Impossible de charger la disponibilité du service de retrait

ER70S-6 Fil de soudage MIG en acier doux / carbone 0,023 "
$0.00
Impossible de charger la disponibilité du service de retrait

Soude de core de colocine 0,032 "
$0.00
Impossible de charger la disponibilité du service de retrait

Fender Fender Push-Type Nylon 20 mm
$0.00
Impossible de charger la disponibilité du service de retrait

Conduite en nylon rivet m8
$0.00
Impossible de charger la disponibilité du service de retrait

Nylon de retenue de type poussant Push-Type 18 mm
$0.00
Impossible de charger la disponibilité du service de retrait
Description du produit
Compatible avec Inconel, d'autres alliages à base de nickel, Monel® et des alliages différents.Avantages supérieurs
Extrêmement résistant à la corrosion
Utilisation à haute température jusqu'à 2 000 ° F (1 093 ° C)
Utilisation à basse température jusqu'à 320 ° F (196 ° C)
Polyvalence maximale
Métaux différents se joignant
Résister aux températures de fonctionnement de 320 ° F à + 2 000 ° F (196 ° C à + 1 093 ° C).
Force de traction: 100 000 psielongations: 33% de polarité: DC inverse
Applications typiques
Fours et chaudières
Paniers de traitement thermique
Centrales électriques
Traitement chimique
Procédure d'utilisation Utiliser la polarité inverse DC avec des procédures de soudage de maintenance normales. La surface doit être aussi propre que possible. Tenez un arc court et une électrode d'inclinaison 10 ° dans le sens de la déplacement. Retirez les scories entre les passes. La préchauffage du métal de soudure n'est pas nécessaire à moins que le métal de base et / ou l'épaisseur ne l'exigent. Ne tissez pas plus de deux fois le diamètre du fil central.
Spécifications techniques
| Article#: | CW1992 |
|---|---|
| Processus de soudage | Bâton |
| Taper | Flux enduit |
| Diamètre | 3/32 " |
| Résistance à la traction | 100 000 psi |
| Élongation | 33 % |
| Métal de base | Nickel |
| Polarité | DCRP |
| UNSPSC #: | 23271810 |
| Conforme à la TAA : | Oui |
| Poids: | 5.0 lb |
Restrictions sur les produits