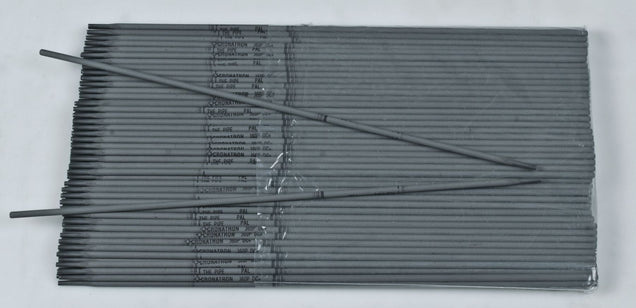
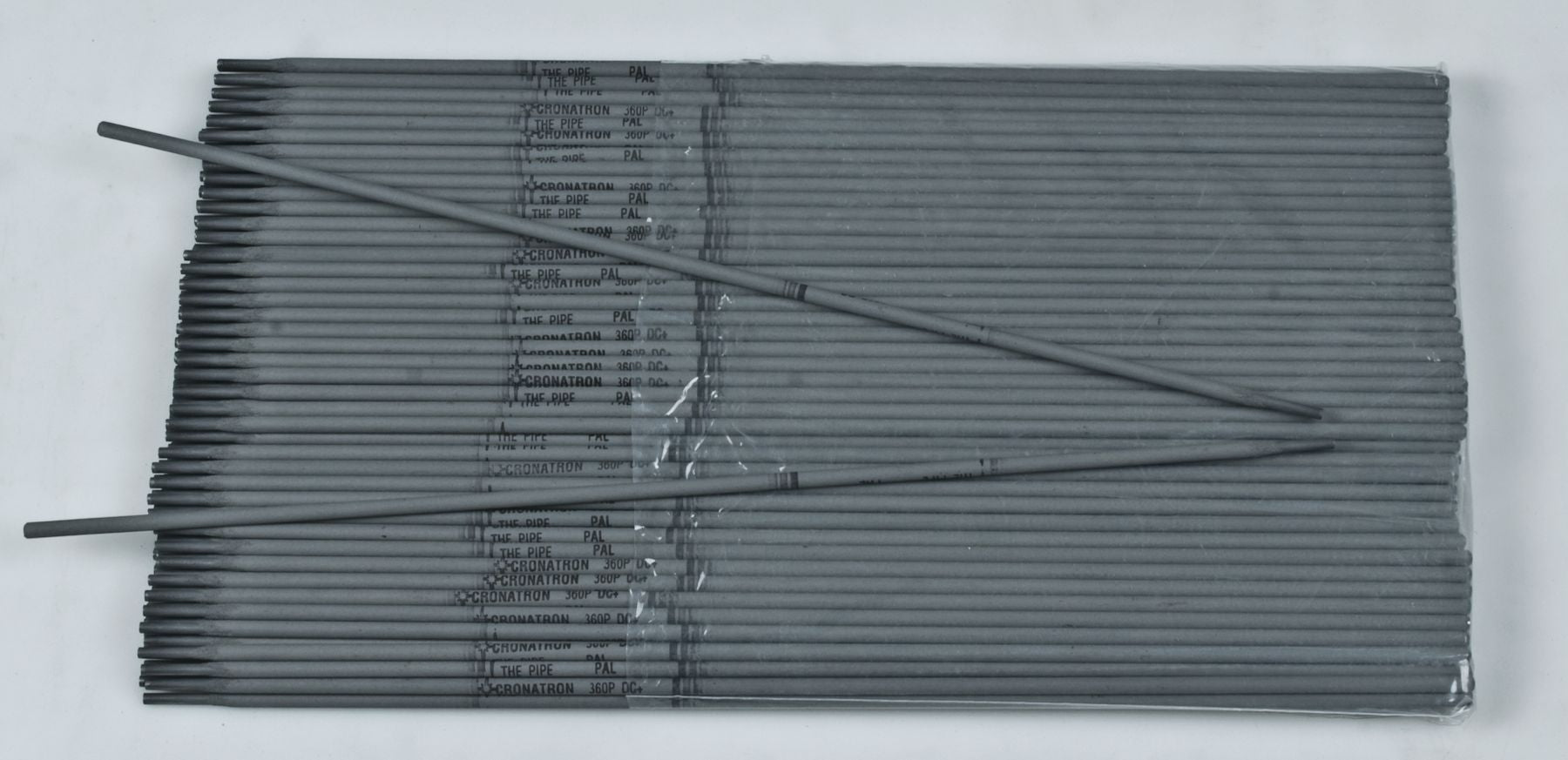
Mild Steel Stick Electrode Chematized Flux / Moisture Proof/Polarity Dc Or Ac 1/8"
(Pack of
2)
SKU:EG10694002 Item#: EG10694002
Dura-Weld Gold has a special Chem-A-Tized2 flux coating that provides the best all-position performance of any steel electrode and allows it to operate at lower amperages. The flux has cleaning agents that remove oxides and contaminates from the weld, including rust, grease and paint… it even welds through water.
• Moisture proof flux – guaranteed to never go bad when stored
• Superior all-position weldability with the exclusive Chem-A-Tized2 process
• Welds contaminated steel – less pre-cleaning and weld clean-up
• Very easy to use – practically welds by itself with little or no-spatter
• Tensile strength: Up to 83,000 psi/572 Mpa
• Yield strength: 69,000 psi/476 Mpa
• Elongation: 25%
• Machinability: Excellent
• Hardness: 85 Rb
• Impact: 20 ft-lbs.
• Current: DC or AC
Remove cracked or fatigued metal by grinding or gouging with Arc-Prep #161 electrode. Bevel heavy sections before welding. Use AC or DC current. Use a contact or a minimum arc length with a weave or stringer bead technique. Pass-over-pass can be used without chipping slag in multi-pass welds. Allow to cool slowly.
Couldn't load pickup availability
California Proposition 65: WARNING: Cancer -
www.P65Warnings.ca.gov
Frequently Bought Together

E7018 Mild/Carbon Steel Stick Electrode 3/16
$0.00
Couldn't load pickup availability
360 Mild and Carbon Steel Stick Rod Electrode 1/8"
$0.00
Couldn't load pickup availability

1100 Gouging and Cutting Stick Rod Electrode 1/4"
$0.00
Couldn't load pickup availability

Bumper Fascia General Purpose Split Rivet 3/16"
$0.00
Couldn't load pickup availability

Fender Splash Shield Push Rivet Nylon 7mm Hole
$0.00
Couldn't load pickup availability

Specialty Rivet with Plastic Cap Aluminum 3.2mm
$0.00
Couldn't load pickup availability

333 Dissimilar Steel Stick Rod Electrode 3/32"
$0.00
Couldn't load pickup availability

Large MIG Plier
$0.00
Couldn't load pickup availability
11-35 MIG Welding Contact Tip 0.035"
$0.00
Couldn't load pickup availability

9-6003 Plasma Cutting Shield Cup
$0.00
Couldn't load pickup availability

9-6507 Plasma Cutting Gas Distributor
$0.00
Couldn't load pickup availability

21008 Plasma Cutting Tip
$0.00
Couldn't load pickup availability
Product Description
Dura-Weld Gold has a special Chem-A-Tized2 flux coating that provides the best all-position performance of any steel electrode and allows it to operate at lower amperages. The flux has cleaning agents that remove oxides and contaminates from the weld, including rust, grease and paint… it even welds through water.• Moisture proof flux – guaranteed to never go bad when stored
• Superior all-position weldability with the exclusive Chem-A-Tized2 process
• Welds contaminated steel – less pre-cleaning and weld clean-up
• Very easy to use – practically welds by itself with little or no-spatter
• Tensile strength: Up to 83,000 psi/572 Mpa
• Yield strength: 69,000 psi/476 Mpa
• Elongation: 25%
• Machinability: Excellent
• Hardness: 85 Rb
• Impact: 20 ft-lbs.
• Current: DC or AC
Remove cracked or fatigued metal by grinding or gouging with Arc-Prep #161 electrode. Bevel heavy sections before welding. Use AC or DC current. Use a contact or a minimum arc length with a weave or stringer bead technique. Pass-over-pass can be used without chipping slag in multi-pass welds. Allow to cool slowly.
Technical Specifications
| Item#: | EG10694002 |
|---|---|
| Welding Process | Stick |
| Type | Stick |
| Tensile Strength | 83,000 PSI |
| Yield Strength | 69,000 PSI |
| Base Metal | Mild & Carbon Steel |
| Hardness | 85 HRB |
| Polarity | 25 % |
| Total | 2 lb |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 13.93 lb |
Product Restrictions
California Proposition 65: WARNING: Cancer -
www.P65Warnings.ca.gov