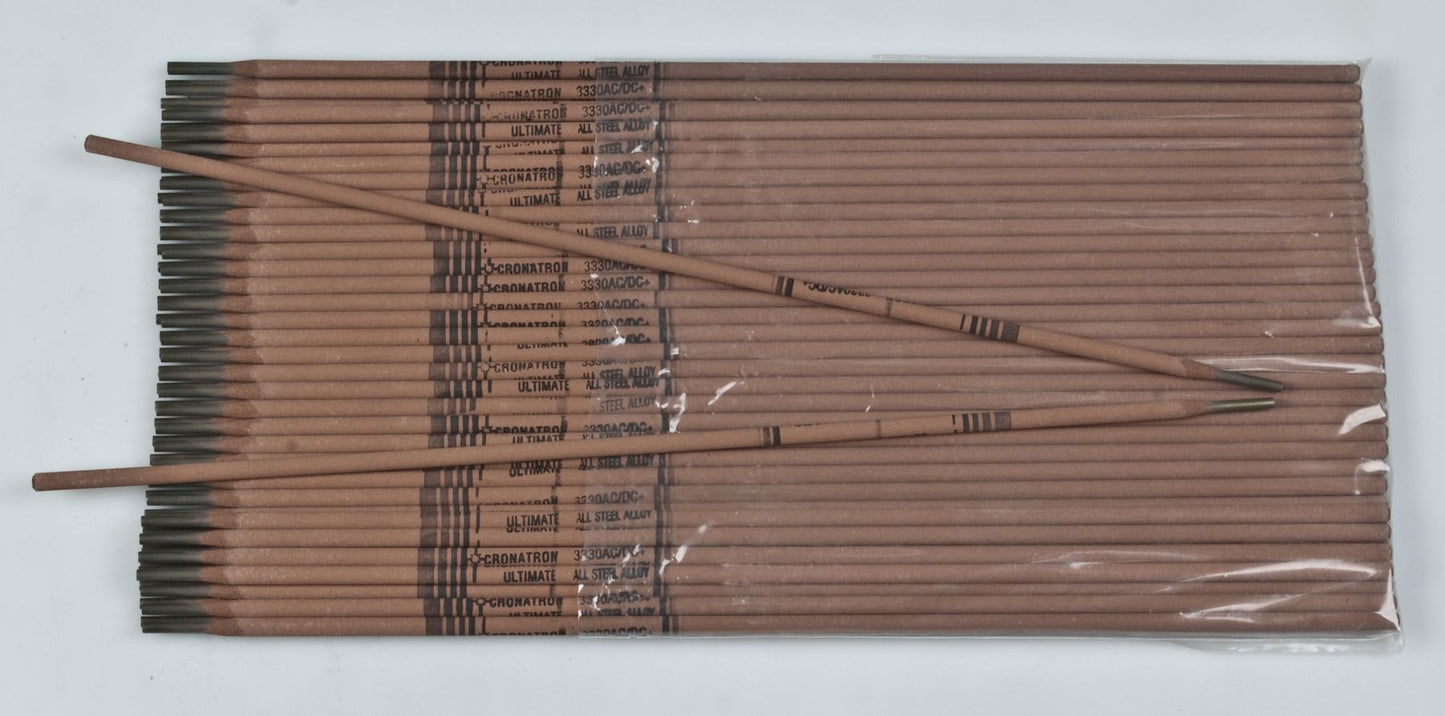
3330 Dissimilar Steel Stick Rod Electrode, Flux Coated, 75 to 100 Amps, 35% Elongation, DCRP/AC Polarity, 1/8"
(Pack of
5)
SKU:CW1873 Item#: CW1873
High-strength, dissimilar steel joining. Excels in out-of-position applications. Vertical-up and overhead.
Exceptional out-of-position welding
Tensile Strength: 127,000 PSI
Elongation: 37%
Hardness: 235 BHN
Polarity: AC or DC Reverse
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in a contact “drag” fashion or by holding a short arc. Stringer beads or a slight weave is best. Remove slag between passes. When welding alloyed or tool steel, preheat according to base metal requirements. For vertical-up welding, use a 1/8" electrode at approximately 65 to 70 amps or a 5/32" electrode at 75 to 85 amps. Use a weave “ledge” technique, pausing momentarily at end of weaves.
Couldn't load pickup availability
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov
Frequently Bought Together

333 Dissimilar Steel Stick Rod Electrode 3/32"
$0.00
Couldn't load pickup availability

333 Dissimilar Steel TIG Wire 0.035"
$0.00
Couldn't load pickup availability

X-Tractalloy Extracting Welding Electrode Non-Conductive Flux 3/16
$0.00
Couldn't load pickup availability

Rear Bumper Cover Retainer Plastic 18mm
$0.00
Couldn't load pickup availability

Bumper and Wheel Well Liner Push-Type Retainer
$0.00
Couldn't load pickup availability

Fender Apron Drive Rivet 8mm Hole
$0.00
Couldn't load pickup availability

Solid Solder 1/32"
$0.00
Couldn't load pickup availability
ER70S-6 Mild/Carbon Steel MIG Welding Wire 0.03"
$0.00
Couldn't load pickup availability

Solid Solder 1/32"
$0.00
Couldn't load pickup availability
ER70S-6 Mild/Carbon Steel MIG Welding Wire 0.03"
$0.00
Couldn't load pickup availability
ER70S-6 Mild/Carbon Steel MIG Welding Wire 0.023"
$0.00
Couldn't load pickup availability
Eagle Arc 980X Welding Wire - 11Lbs
$0.00
Couldn't load pickup availability
Product Description
High-strength, dissimilar steel joining. Excels in out-of-position applications. Vertical-up and overhead.Exceptional out-of-position welding
Tensile Strength: 127,000 PSI
Elongation: 37%
Hardness: 235 BHN
Polarity: AC or DC Reverse
Usage ProcedureUse AC or DC reverse polarity. Electrode may be used in a contact “drag” fashion or by holding a short arc. Stringer beads or a slight weave is best. Remove slag between passes. When welding alloyed or tool steel, preheat according to base metal requirements. For vertical-up welding, use a 1/8" electrode at approximately 65 to 70 amps or a 5/32" electrode at 75 to 85 amps. Use a weave “ledge” technique, pausing momentarily at end of weaves.
Technical Specifications
| Item#: | CW1873 |
|---|---|
| Welding Process | Stick |
| Type | Flux Coated |
| Diameter | 1/8 " |
| Tensile Strength | 125,000 PSI |
| Yield Strength | 100,000 PSI |
| Elongation | 35 % |
| Polarity | DCRP/AC |
| UNSPSC #: | 23271810 |
| TAA Compliant: | Yes |
| Weight: | 5.0 lb |
Product Restrictions
California Proposition 65: WARNING: Cancer and Reproductive Harm -
www.P65Warnings.ca.gov